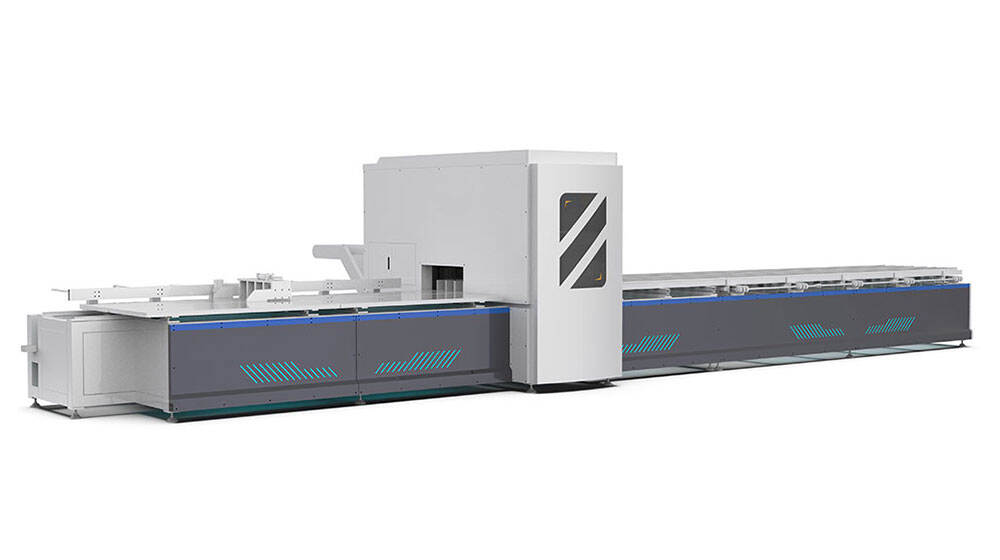



Centre de découpe CNC JZP-4-6000
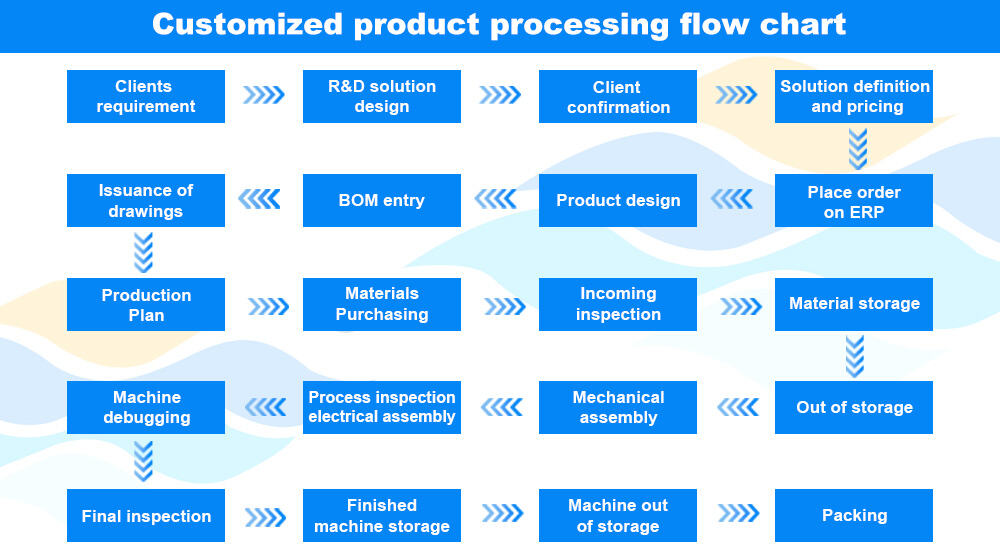
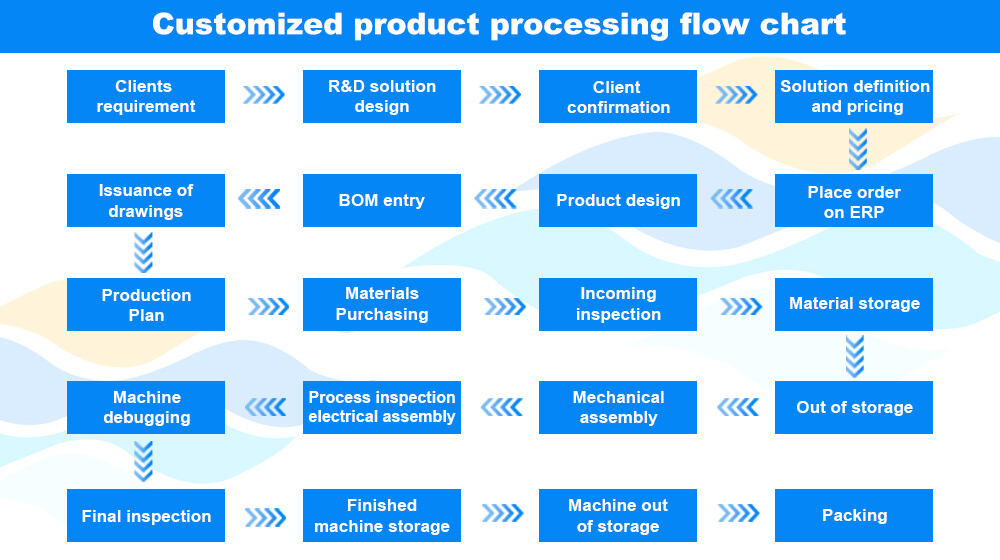
Le JZP-4-6000 est un centre de découpe CNC, également appelé ligne de production de découpe. Cette ligne comprend cinq unités : une unité de commande, une unité de chargement, une unité d’alimentation, une unité de découpe et une unité de déchargement. Elle a été conçue pour améliorer l’efficacité de production et optimiser le planning de production tout en préservant la qualité de la découpe. Elle permet la découpe à double biseau à 45 degrés, la découpe en V et la découpe des montants de profilés en PVC ; quatre profilés peuvent être découpés simultanément.
Applications :
Le JZP-4-6000 est un centre de découpe à commande numérique (ligne de production) intégrant 5 unités, spécialement conçu pour la découpe à double biseau à 45°, la découpe en V et la découpe des montants de profilés en PVC, capable de découper simultanément 4 profilés. Il est largement utilisé dans les usines professionnelles de fabrication de portes et fenêtres en PVC ainsi que dans les ateliers de transformation de profilés en PVC à grande échelle. Il répond aux besoins élevés en efficacité et en précision de la découpe pour la production en série de châssis, de battants et de montants de portes et fenêtres en PVC, optimisant efficacement les plannings de production tout en garantissant la qualité de la découpe ; il constitue ainsi un équipement essentiel pour les lignes de production intelligentes modernes de portes et fenêtres en PVC.
Informations Générales sur le Produit :
|
Lieu d'origine : |
Jinan, Shandong, Chine |
|
Nom de marque : |
Hisena CNC |
|
Numéro de modèle : |
JZP-4-6000 |
Spécifications :
|
Modèle |
JZP-4-6000 |
Longueur de coupe |
450-6000 mm |
|
Pression d'air |
0,6-0,8 MPa |
Largeur maximale de découpe pour un profilé unique |
120mm |
|
Consommation d'air |
100 L/min |
Hauteur maximale de découpe |
120mm |
|
Puissance d'entrée |
10.5kw |
Profondeur de l'entaille en V |
<= 60 mm |
|
Vitesse de rotation |
3000 tr/min. |
Dimension globale |
11500 × 4500 × 2280 mm |
|
Taille de la lame |
ø550*Ø30*4,4 mm*140T |
Poids |
3500kg |
Avantage concurrentiel :
1. Découpe par lots à haut rendement : capable de découper simultanément 4 profilés en PVC, avec 5 unités intégrées (contrôle, chargement, alimentation, découpe, déchargement) et un logiciel d’ordonnancement de la production optimisé, améliorant ainsi considérablement l’efficacité de production et réduisant le temps de traitement.
2. Fonctions de découpe polyvalentes : équipé de deux moteurs-spindles à distance réglable, permettant une commutation libre entre la découpe biaise double à 45°, la découpe en V et la découpe en X, répondant pleinement aux besoins variés de découpe des profilés en PVC pour portes et fenêtres, ainsi que des montants.
3. Haute précision et sécurité : système d’entraînement servo à 5 axes et alimentateur/déchargeur à chariot à serrage évitent les erreurs d’alimentation cumulées ; la conception d’alimentation asynchrone empêche les projections de déchets, garantissant à la fois la précision de la découpe et la sécurité opérationnelle.
4. Chargement et déchargement efficaces : 5 jeux de dispositifs d’alimentation escamotables (transmission synchrone) permettent l’alimentation manuelle pendant le traitement ; poussée et évacuation en deux étapes avec table de réception mobile, facilitant la prise des matériaux et améliorant la continuité globale de la production.
5. Fonctionnement convivial et intelligent : Équipé d’un ordinateur industriel, d’un écran tactile et d’un affichage graphique des découpes, ce système offre une opération simple et une optimisation rationnelle de l’emploi du temps de production, réduisant ainsi le seuil d’opération et l’intensité du travail.
Équipements standard :
• Unité de commande
L’unité de commande est équipée d’un ordinateur industriel et d’un système d’entraînement servo à cinq axes.
Équipée d’un logiciel optimisé permettant d’établir un planning de production rationnel et d’afficher graphiquement les différentes méthodes de découpe.
Équipée d’un moniteur tactile.
• Unité de découpe
Équipée de deux moteurs à broche.
La distance entre les deux moteurs est réglable pour passer d’une coupe en biseau double à 45 degrés à une coupe en V ou en X.
La conception à alimentation asynchrone empêche les déchets de gicler sur le moteur, garantissant ainsi la sécurité et la précision.
• Unité d’alimentation
Comprend un dispositif d’alimentation amont (gantry) et un dispositif d’alimentation aval. Les deux sont de type à serrage.
L’alimentation amont sert à l’alimentation préliminaire et à la première étape.
L’alimentation aval sert à l’alimentation jusqu’à la longueur de coupe. Cette conception évite les erreurs cumulées causées par une alimentation continue.
• Unité de chargement
Elle est conçue avec 5 jeux de dispositifs d’alimentation rétractables, chacun composé de deux ensembles. La transmission synchrone de plusieurs jeux d’unités d’alimentation est assurée par une courroie synchrone. Pendant le traitement d’un jeu, un autre jeu peut continuer à être chargé manuellement, permettant ainsi une utilisation rationnelle du temps de découpe.
• Unité de déchargement
• La table de réception avant le déchargement peut avancer et reculer, et est réglée en mode de poussée et de déchargement à deux étapes. Lors de la découpe, elle évite que le portique n’entraîne l’appareil de traction et se déplace vers la table de déchargement lors de la réception du matériau, ce qui facilite la manipulation du matériau par l’opérateur.
Usine