


JZP-4-6000 CNC-snijcentrum
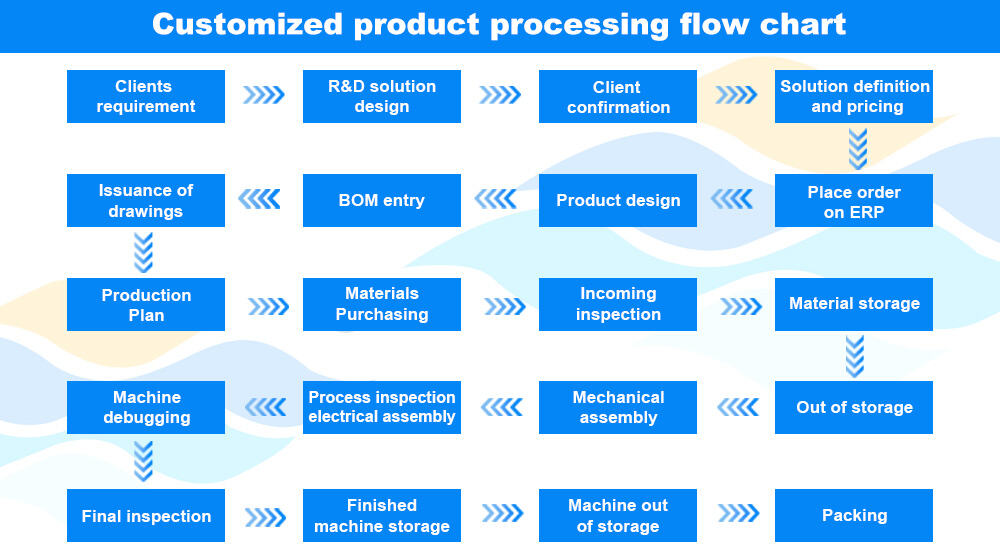
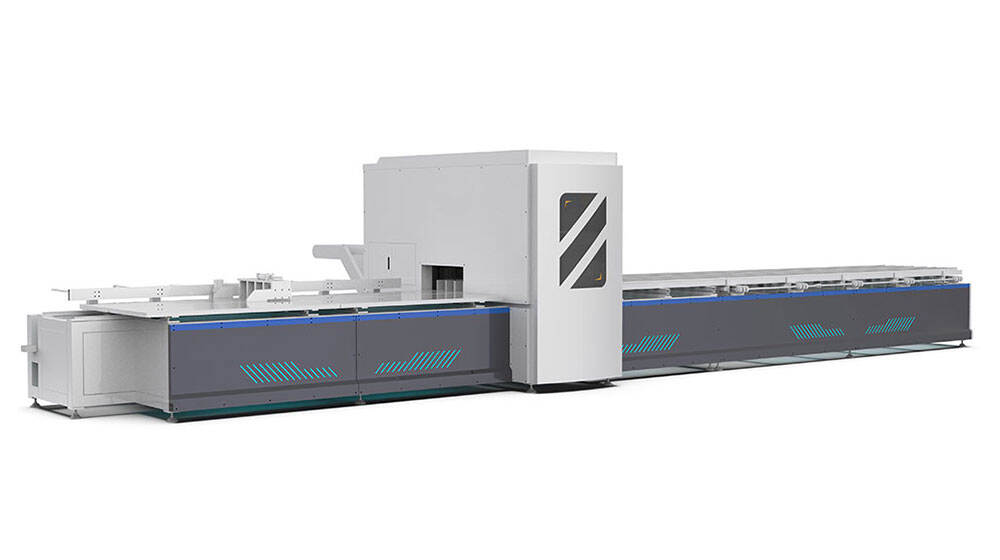
De JZP-4-6000 is een CNC-snijcentrum, ook wel snijproductielijn genoemd. Deze lijn bestaat uit vijf eenheden: besturingseenheid, laadeenheid, voereenheid, snijeenheid en afleeeenheid. Het is ontworpen om de productie-efficiëntie te verbeteren en de productieplanning te optimaliseren, terwijl de snijkwaliteit behouden blijft. Het wordt gebruikt voor dubbele schuine sneden onder een hoek van 45 graden, V-sneden en dwarsprofielsneden van PVC-profielen; vier profielen kunnen tegelijkertijd worden gesneden.
Toepassingen:
JZP-4-6000 is een CNC-snijcentrum (productielijn) dat vijf eenheden integreert, speciaal ontworpen voor dubbele schuine sneden onder 45°, V-sneden en stijlsneden van PVC-profielen, en in staat is om vier profielen tegelijk te snijden. Het wordt veel gebruikt in professionele fabrieken voor de productie van PVC-deuren en -ramen en in grootschalige werkplaatsen voor de bewerking van PVC-profielen. Het voldoet aan de behoeften aan hoogwaardig, nauwkeurig snijden voor de massaproductie van PVC-deur- en raamkaders, vleugels en stijlen, optimaliseert effectief de productieplanning en waarborgt tegelijkertijd de snijkwaliteit; het is een essentieel apparaat voor moderne intelligente productielijnen voor PVC-deuren en -ramen.
Algemene productinformatie:
|
Plaats van oorsprong: |
Jinan, Shandong, China |
|
Merknaam: |
Hisena CNC |
|
Modelnummer: |
JZP-4-6000 |
Specificaties:
|
Model |
JZP-4-6000 |
Snijlengte |
450-6000 mm |
|
Luchtdruk |
0.6-0.8MPa |
Max. snijbreedte per profiel |
120mm |
|
Luchtverbruik |
100 l/min |
Maximale snijhoogte |
120mm |
|
Ingangsvermogen |
10.5kw |
V-groefdiepte |
<=60 mm |
|
Rotatiesnelheid |
3000 tpm. |
Totale afmeting |
11500*4500x2280 mm |
|
Blade grootte |
ø550*Ø30*4,4 mm*140T |
Gewicht |
3500 kg |
Concurrerend voordeel:
1. Hoogwaardig batchsnijden: Kan tegelijkertijd 4 PVC-profielen snijden, met 5 geïntegreerde eenheden (besturing, laden, aanvoeren, snijden, lossen) en geoptimaliseerde productieplanningsoftware, wat de productie-efficiëntie aanzienlijk verhoogt en bewerkingstijd bespaart.
2. Veelzijdige snijfuncties: Voorzien van twee spindelmotoren met instelbare afstand, ondersteunt vrij schakelen tussen dubbele schuine 45°-snedes, V-snedes en X-snedes, waardoor aan de diverse snijbehoeften van PVC-deur- en raamprofielen en dwarsbalken volledig wordt voldaan.
3. Hoge precisie en veiligheid: 5-assig servoaandrijfsysteem en klemtype portaalvoeder/afvoeder voorkomen cumulatieve aanvoerfouten; asynchrone aanvoerconstructie voorkomt het versplateren van afval, wat zorgt voor sniprecisie en operationele veiligheid.
4. Efficiënt laden en lossen: 5 sets intrekbare voedingsapparaten (synchrone transmissie) maken handmatig voeden tijdens de verwerking mogelijk; tweetrapsduwen en -afvoeren met beweegbare ontvangtafel, wat het verwijderen van materiaal vergemakkelijkt en de algehele productiecontinuïteit verbetert.
5. Gebruiksvriendelijke en intelligente bediening: Voorzien van een industriële computer, een touchscreenmonitor en een grafische snijweergave, met eenvoudige bediening en een redelijke optimalisatie van de productieschema’s, waardoor de bedieningsdrempel wordt verlaagd en de arbeidsintensiteit wordt verminderd.
Standaardfuncties:
• Besturingseenheid
De besturingseenheid is uitgerust met een industriële computer en een servoaandrijfsysteem met vijf assen.
Uitgerust met geoptimaliseerde software voor een efficiënte productieplanning en grafische weergave van diverse snijmethoden.
Uitgerust met een touchscreenmonitor.
• Snijeenheid
Uitgerust met twee spindelmotoren.
De afstand tussen de twee motoren is instelbaar om te schakelen tussen dubbele hoeksnijding onder 45 graden, V-snijding en X-snijding
Het asynchrone voedingsontwerp voorkomt dat afval op de motor spat, wat veiligheid en nauwkeurigheid waarborgt.
• Voedeinheid
Inclusief portaalvoeder (invoer) en portaalvoeder (uitvoer). Beide zijn klemtype-voeders.
De invoervoeder dient voor voorvoeding en de eerste voeding
De uitvoervoeder dient voor het aanvoeren tot de snijlengte. Dit ontwerp voorkomt de cumulatieve fout die wordt veroorzaakt door continue voeding
• Laadeinheid
Deze is uitgevoerd met vijf sets van telkens twee intrekbare voerapparaten, waarbij de synchrone overbrenging van meerdere voerapparaten wordt verwezenlijkt via een synchrone riem. Tijdens de bewerking van één set kan de andere set handmatig blijven worden gevuld, zodat de snijtijd optimaal wordt benut.
• Afvoereenheid
• De ontvangttafel vóór het lossen kan vooruit en achteruit bewegen en is ingesteld op een tweetraps duw- en losmodus. Tijdens het snijden vermijdt de portaalconstructie het trekkende apparaat en beweegt de tafel naar de losstafel bij het ontvangen van materiaal, wat het voor de operator gemakkelijk maakt om het materiaal te verwijderen.
Fabriek