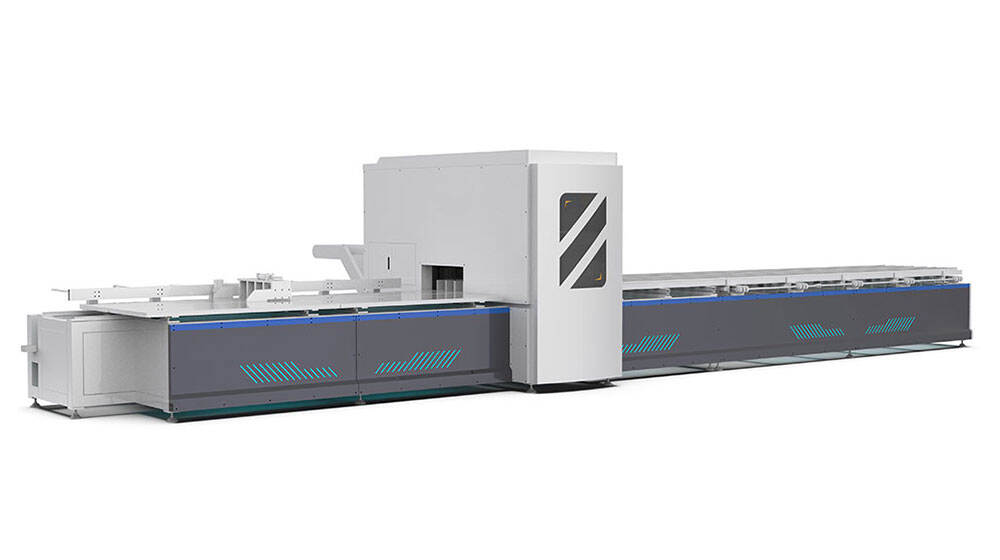



JZP-4-6000 CNC-leikkauskeskus
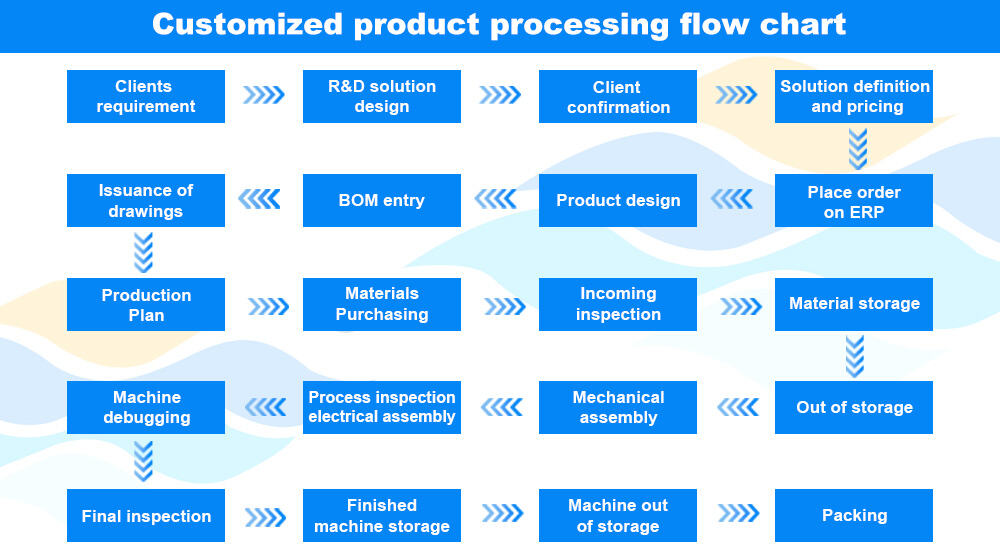
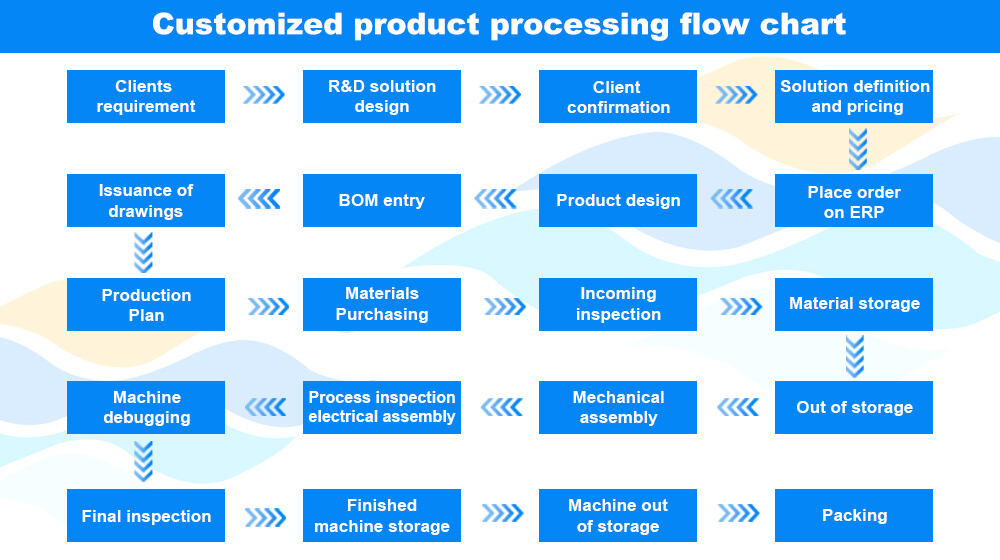
JZP-4-6000 on CNC-leikkauskeskus eli leikkaustuotantolinja, joka koostuu viidestä yksiköstä: ohjausyksiköstä, latausyksiköstä, syöttöyksiköstä, leikkausyksiköstä ja purkuyksiköstä. Sen tarkoituksena on parantaa tuotannon tehokkuutta ja optimoida tuotantoaikataulua säilyttäen samalla leikkauslaatu. Sitä käytetään PVC-profiilien kaksinkertaiseen 45 asteen vinoleikkaukseen, V-leikkaukseen ja jakopalkin leikkaukseen; neljä profiilia voidaan leikata samanaikaisesti.
Käyttötarkoituksia:
JZP-4-6000 on CNC-leikkuukeskus (tuotantolinja), joka integroi viisi yksikköä ja jota käytetään erityisesti PVC-profiilien kaksinkertaisiin vinoleikkauksiin 45° kulmassa, V-leikkauksiin ja poikkileikkausprofiilien leikkaamiseen. Se pystyy leikkaamaan neljä profiilia samanaikaisesti. Sitä käytetään laajalti ammattimaisissa PVC-ovien ja -ikkunoiden valmistuslaitoksissa sekä suurimittaisissa PVC-profiilien käsittelyteollisuuden työpajoissa. Se täyttää tehokkaan ja tarkkan leikkauksen vaatimukset PVC-ovien ja -ikkunoiden kehysten, siivujen ja poikkileikkausprofiilien sarjatuotannossa, optimoi tehokkaasti tuotantoaikataulua samalla kun varmistaa leikkaustarkkuuden, ja se on välttämätön laite nykyaikaisissa älykkäissä PVC-ovien ja -ikkunoiden tuotantolinjoissa.
Tuotteen yleinen tieto:
|
Alkuperämaa: |
Jinan, Shandong, Kiina |
|
Merkkinimi: |
Hisena CNC |
|
Mallinumero: |
JZP-4-6000 |
Tekniset tiedot:
|
Malli |
JZP-4-6000 |
Leikkauspituus |
450–6000 mm |
|
Ilmanpaine |
0.6-0.8MPa |
Suurin leikkausleveys yhdelle profiilille |
120mm |
|
Ilman kulutus |
100 l/min |
Suurin leikkauskorkeus |
120mm |
|
Syöttövoima |
10.5kw |
V-urakkaan syvyys |
<= 60 mm |
|
Kierrosnopeus |
3000 rpm |
Kokonaismitat |
11500 × 4500 × 2280 mm |
|
Leikan koko |
ø550 × Ø30 × 4,4 mm × 140 T |
Paino |
3500 kg |
Kilpailuetu:
1. Tehokas eräleikkaus: Kykenee leikkaamaan neljä PVC-profiilia samanaikaisesti, ja sisältää viisi integroitua yksikköä (ohjaus, lataus, syöttö, leikkaus ja purku) sekä optimoidun tuotannon suunnittelun ohjelmiston, mikä parantaa merkittävästi tuotantotehokkuutta ja säästää käsittelyaikaa.
2. Monipuoliset leikkaustoiminnot: Varustettu kahdella säädettävän välimatkan pyörivällä moottorilla, joka mahdollistaa vapaan vaihtamisen kahden vinoleikkauksen (45°), V-leikkauksen ja X-leikkauksen välillä, täyttäen täten täysin PVC-ovien ja -ikkunoiden profiilien sekä jakopalkkien monimuotoiset leikkaustarpeet.
3. Korkea tarkkuus ja turvallisuus: Viisiasainen servomoottorijärjestelmä ja kiinnitystyypin portaalisyöttö-/purkuaita estävät kertymävirheet syöttöprosessissa; asynkroninen syöttösuunnittelu estää jätteiden roiskumisen, mikä takaa leikkaustarkkuuden ja käyttöturvallisuuden.
4. Tehokas lataus ja purkaminen: 5 säädettävää ruokintalaitetta (sama-aikainen siirto) mahdollistavat manuaalisen ruokinnan käsittelyn aikana; kaksivaiheinen työntö- ja poistotoiminto liikkuvalla vastaanottopöydällä, mikä helpottaa materiaalin ottamista ja parantaa kokonaisvaltaista tuotannon jatkuvuutta.
5. Käyttäjäystävällinen ja älykäs käyttö: Varustettu teollisuuslaskimella, kosketusnäytöllä ja graafisella leikkausnäytöllä, yksinkertainen käyttö ja järkevä tuotannon aikataulun optimointi alentavat käyttörajoitusta ja vähentävät työvoiman rasitusta.
Standard ominaisuudet:
• Ohjausyksikkö
Ohjausyksikkö on varustettu teollisuuslaskimella ja viisiakselisella servomoottorijärjestelmällä.
Varustettu optimoidulla ohjelmistolla järkevän tuotantoaikataulun laatimiseen sekä erilaisten leikkausmenetelmien graafiseen näyttöön.
Varustettu kosketusnäytöllä.
• Leikkausyksikkö
Varustettu kahdella kärkimoottorilla.
Kahden moottorin välistä etäisyyttä voidaan säätää vaihtamaan kaksinkertaisen vinoleikkauksen (45 astetta), V-leikkauksen ja X-leikkauksen välillä
Epäsynkroninen syöttösuunnittelu estää jätteen splättämisen moottorille turvallisuuden ja tarkkuuden varmistamiseksi.
• Syöttöyksikkö
Sisältää portti-tyyppisen syöttö- ja poistoyksikön. Molemmat ovat puristustyypin syöttöjä.
Syöttöyksikkö on tarkoitettu esisyöttöön ja ensimmäiseen leikkausvaiheeseen
Poistoyksikkö on tarkoitettu leikkauspituuden saavuttamiseen. Tämä suunnittelu estää virheiden kertymisen, joka johtuisi jatkuvasta syöttöprosessista
• Latausyksikkö
Se on suunniteltu viidellä kahden joukon sisäkkäin sähköisesti retrahoituvien syöttölaitteiden sarjalla, ja useiden syöttölaitteiden sarjojen synkroninen siirto toteutetaan synkronihihnan avulla. Kun yhtä sarjaa käsitellään, toinen sarja voidaan edelleen asentaa manuaalisesti, mikä mahdollistaa leikkausajan tehokkaan hyödyntämisen.
• Tyhjennysyksikkö
• Vastaanottopöytä ennen purkamista voi liikkua eteenpäin ja taaksepäin, ja se on asetettu kahden vaiheen työntö- ja purkutilaan. Leikatessa se välttää portaalipullolaitteen ja siirtyy purkupöydälle materiaalin vastaanottamisen yhteydessä, mikä tekee materiaalin ottamisesta käyttäjälle helppoa.
Tehtaassa