


ศูนย์ตัดด้วยเครื่อง CNC JZP-4-6000
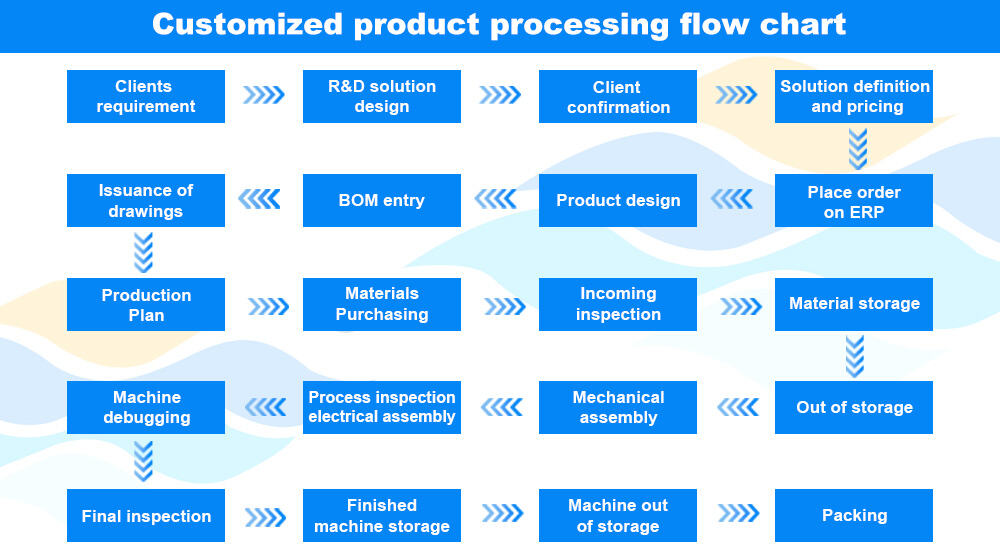
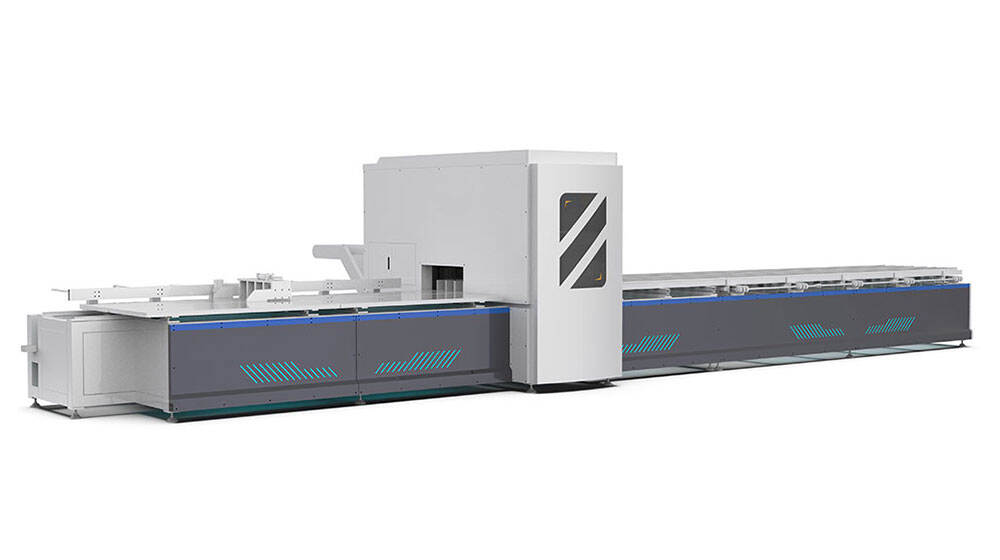
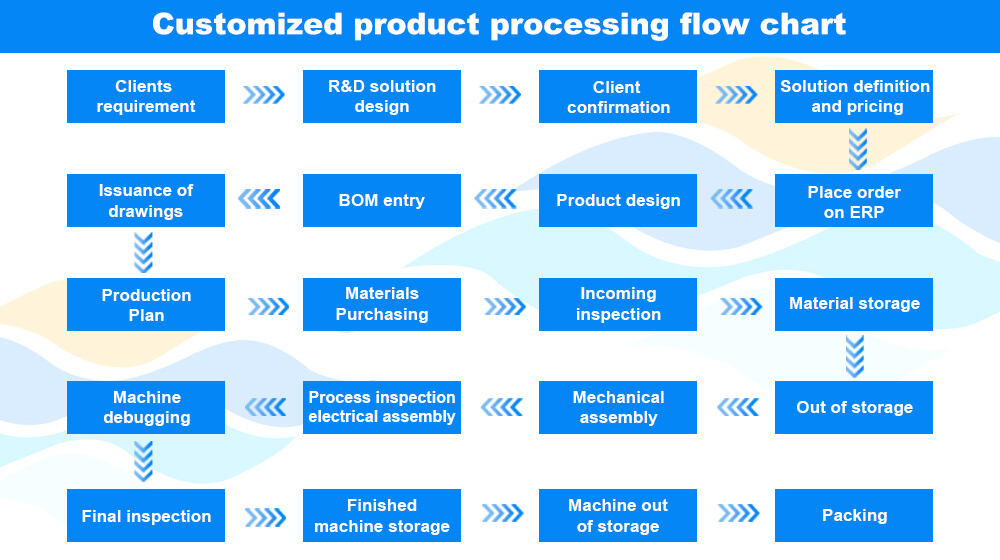
JZP-4-6000 เป็นศูนย์ตัดด้วยเครื่อง CNC หรือที่เรียกกันว่าสายการผลิตตัด ซึ่งประกอบด้วยหน่วยย่อย 5 หน่วย ได้แก่ หน่วยควบคุม หน่วยรับวัตถุดิบ หน่วยป้อนวัตถุดิบ หน่วยตัด และหน่วยจัดเก็บชิ้นงานสำเร็จรูป โดยออกแบบมาเพื่อยกระดับประสิทธิภาพการผลิต ปรับปรุงตารางการผลิตให้เหมาะสมที่สุด และรักษาคุณภาพของการตัดไว้ได้อย่างสม่ำเสมอ ใช้สำหรับการตัดแบบมุมเฉียงคู่ที่ 45 องศา การตัดแบบ V และการตัดมูลเลียน (mullion) ของโปรไฟล์ PVC โดยสามารถตัดโปรไฟล์ได้พร้อมกันสูงสุด 4 ชิ้น
การประยุกต์ใช้งาน:
JZP-4-6000 เป็นศูนย์ตัดแบบ CNC (สายการผลิต) ที่รวมหน่วยงานเข้าด้วยกัน 5 หน่วย โดยออกแบบมาเป็นพิเศษสำหรับการตัดมุมคู่ 45° การตัดแบบ V และการตัดมูลเลียน (Mullion) ของโปรไฟล์ PVC สามารถตัดโปรไฟล์ได้พร้อมกันสูงสุด 4 ชิ้น ใช้งานอย่างแพร่หลายในโรงงานผลิตประตูและหน้าต่าง PVC แบบมืออาชีพ รวมถึงห้องปฏิบัติการแปรรูปโปรไฟล์ PVC ขนาดใหญ่ ตอบสนองความต้องการในการตัดแบบมีประสิทธิภาพสูงและความแม่นยำสูงสำหรับการผลิตชิ้นส่วนประตูและหน้าต่าง PVC แบบเป็นชุด เช่น โครงประตู-หน้าต่าง กรอบบานเปิด และมูลเลียน ช่วยเพิ่มประสิทธิภาพการจัดตารางการผลิตอย่างมีประสิทธิผล ขณะเดียวกันยังรับประกันคุณภาพของการตัดได้อย่างมั่นคง เป็นอุปกรณ์สำคัญสำหรับสายการผลิตประตูและหน้าต่าง PVC แบบอัจฉริยะในยุคปัจจุบัน
ข้อมูลทั่วไปของสินค้า:
|
สถานที่ผลิต: |
จินาน, ซานตง, จีน |
|
ชื่อแบรนด์: |
Hisena CNC |
|
หมายเลขรุ่น: |
JZP-4-6000 |
ข้อมูลจำเพาะ:
|
รุ่น |
JZP-4-6000 |
ความยาวการตัด |
450–6000 มม. |
|
ความดันอากาศ |
0.6-0.8MPa |
ความกว้างสูงสุดที่สามารถตัดได้ต่อโปรไฟล์หนึ่งชิ้น |
120mm |
|
การใช้ลม |
100 ลิตร/นาที |
ความสูงสูงสุดที่สามารถตัดได้ |
120mm |
|
พลังการเข้า |
10.5kw |
ความลึกของร่องตัววี |
<=60 มม. |
|
อัตราการหมุนเวียน |
3000 รอบต่อนาที |
มิติรวม |
11500×4500×2280 มม. |
|
ขนาดใบมีด |
ø550×Ø30×4.4 มม. × 140 ฟัน |
น้ำหนัก |
3500kg |
Competitive Advantage:
1. การตัดแบบแบตช์ที่มีประสิทธิภาพสูง: สามารถตัดโปรไฟล์ PVC ได้พร้อมกัน 4 ชิ้น โดยมีหน่วยบูรณาการ 5 หน่วย (ควบคุม โหลด ป้อนวัสดุ ตัด และถ่ายวัสดุออก) พร้อมซอฟต์แวร์จัดตารางการผลิตที่ผ่านการปรับแต่งอย่างเหมาะสม ซึ่งช่วยยกระดับประสิทธิภาพการผลิตอย่างมากและลดเวลาในการประมวลผล
2. ฟังก์ชันการตัดที่หลากหลาย: ติดตั้งมอเตอร์หัวจับแบบปรับระยะห่างได้สองตัว รองรับการสลับโหมดการตัดแบบมิเตอร์คู่มุม 45° แบบ V-cut และแบบ X-cut ได้อย่างอิสระ ตอบสนองความต้องการการตัดที่หลากหลายของโปรไฟล์ประตูและหน้าต่าง PVC รวมถึงโปรไฟล์คั่น (mullions)
3. ความแม่นยำสูงและความปลอดภัยสูง: ระบบขับเคลื่อนเซอร์โว 5 แกน พร้อมระบบป้อนวัสดุเข้า-ออกแบบโครงข้าง (gantry) ที่ใช้การยึดจับวัสดุ ช่วยหลีกเลี่ยงข้อผิดพลาดสะสมจากการป้อนวัสดุ; การออกแบบระบบป้อนวัสดุแบบไม่สมมาตร (asynchronous feed) ป้องกันเศษวัสดุกระเด็น ทำให้มั่นใจได้ทั้งความแม่นยำของการตัดและความปลอดภัยในการปฏิบัติงาน
4. การโหลดและปล่อยวัสดุอย่างมีประสิทธิภาพ: มีอุปกรณ์ให้อาหารแบบหดเข้า-ออกได้ 5 ชุด (ส่งผ่านแบบซิงโครนัส) ที่สามารถให้อาหารด้วยมือระหว่างการประมวลผล; การดันและปล่อยวัสดุแบบสองขั้นตอนพร้อมโต๊ะรับวัสดุที่เคลื่อนย้ายได้ ช่วยให้การหยิบจับวัสดุทำได้ง่ายขึ้นและเพิ่มความต่อเนื่องของกระบวนการผลิตโดยรวม
5. การใช้งานที่เป็นมิตรกับผู้ใช้และมีระบบอัจฉริยะ: ติดตั้งคอมพิวเตอร์อุตสาหกรรม หน้าจอสัมผัส และการแสดงผลการตัดในรูปแบบกราฟิก พร้อมการใช้งานที่เรียบง่ายและการปรับแต่งตารางการผลิตให้มีประสิทธิภาพ ช่วยลดข้อกำหนดในการปฏิบัติงานและลดภาระแรงงาน
คุณสมบัติมาตรฐาน:
• หน่วยควบคุม
หน่วยควบคุมติดตั้งคอมพิวเตอร์อุตสาหกรรมและระบบขับเคลื่อนเซอร์โว 5 แกน
ติดตั้งซอฟต์แวร์ที่ผ่านการปรับแต่งให้เหมาะสม เพื่อจัดตารางการผลิตอย่างมีประสิทธิภาพ พร้อมแสดงวิธีการตัดต่าง ๆ แบบกราฟิก
ติดตั้งหน้าจอแสดงผลแบบสัมผัส (touch screen)
• หน่วยตัด
ติดตั้งมอเตอร์สว่านสองตัว
ระยะห่างระหว่างมอเตอร์ทั้งสองตัวสามารถปรับได้ เพื่อเปลี่ยนโหมดการตัดระหว่างการตัดมุมคู่ 45 องศา (Double Miter), การตัดแบบ V และการตัดแบบ X
การออกแบบระบบป้อนวัสดุแบบไม่สมมาตรช่วยป้องกันเศษวัสดุจากการกระเด็นเข้าสู่มอเตอร์ ทำให้มีความปลอดภัยและความแม่นยำสูงขึ้น
• หน่วยป้อนวัสดุ
ประกอบด้วยระบบป้อนวัสดุเข้า (gantry infeeder) และระบบป้อนวัสดุออก (outfeeder) ซึ่งทั้งสองระบบใช้หลักการจับยึดวัสดุแบบคลิป
ระบบป้อนวัสดุเข้าทำหน้าที่ป้อนวัสดุล่วงหน้าและป้อนวัสดุในขั้นตอนแรก
ระบบป้อนวัสดุออกทำหน้าที่ป้อนวัสดุไปยังความยาวที่ต้องการตัด โดยการออกแบบนี้ช่วยหลีกเลี่ยงข้อผิดพลาดสะสมที่เกิดจากการป้อนวัสดุอย่างต่อเนื่อง
• หน่วยโหลดวัสดุ
ออกแบบมาพร้อมอุปกรณ์ป้อนวัสดุแบบถดถอยได้ 5 ชุด ๆ ละ 2 ชุด โดยการส่งกำลังแบบซิงโครนัสของอุปกรณ์ป้อนวัสดุหลายชุดนี้ทำได้ผ่านสายพานซิงโครนัส เมื่อกำลังประมวลผลวัสดุด้วยชุดหนึ่ง อีกชุดหนึ่งสามารถวางวัสดุเข้าด้วยมือได้ต่อเนื่อง จึงสามารถใช้เวลาในการตัดให้เกิดประสิทธิภาพสูงสุด
• หน่วยปลดปล่อยวัสดุ
• โต๊ะรับวัสดุก่อนปล่อยวัสดุสามารถเลื่อนไปข้างหน้าและถอยหลังได้ และตั้งค่าให้ทำงานในโหมดการดันและปล่อยวัสดุแบบสองขั้นตอน เมื่อทำการตัด จะหลีกเลี่ยงไม่ให้โครงสร้างแบบแกน X (Gantry) ดึงอุปกรณ์ และจะเลื่อนไปยังโต๊ะปล่อยวัสดุเมื่อรับวัสดุ ซึ่งสะดวกต่อผู้ปฏิบัติงานในการหยิบวัสดุ
โรงงาน