


JZP-4-6000 CNC-skjæresenter
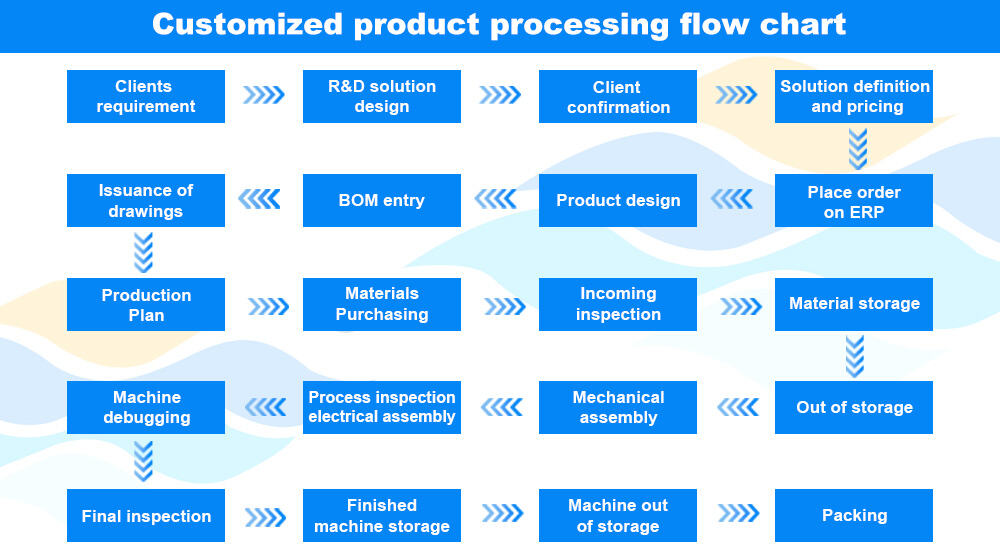
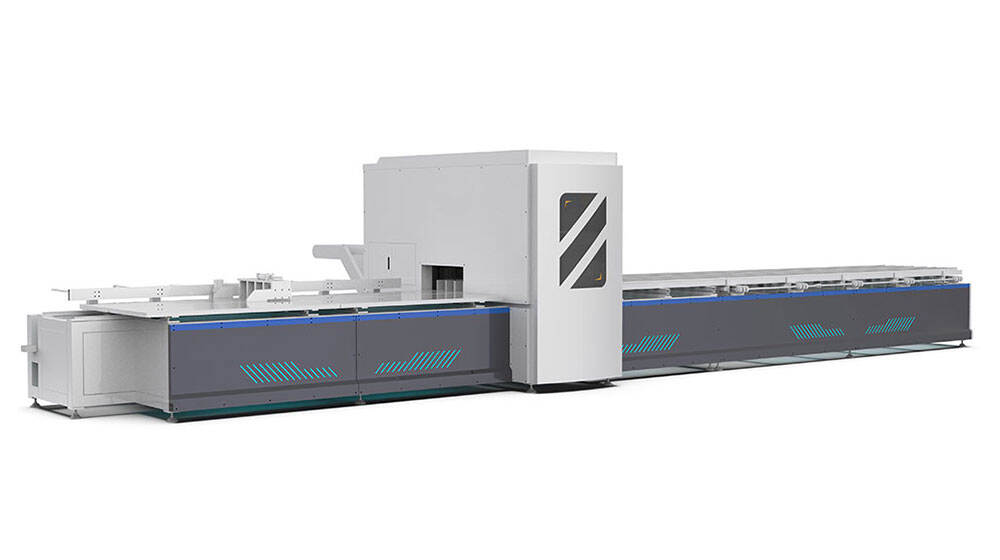
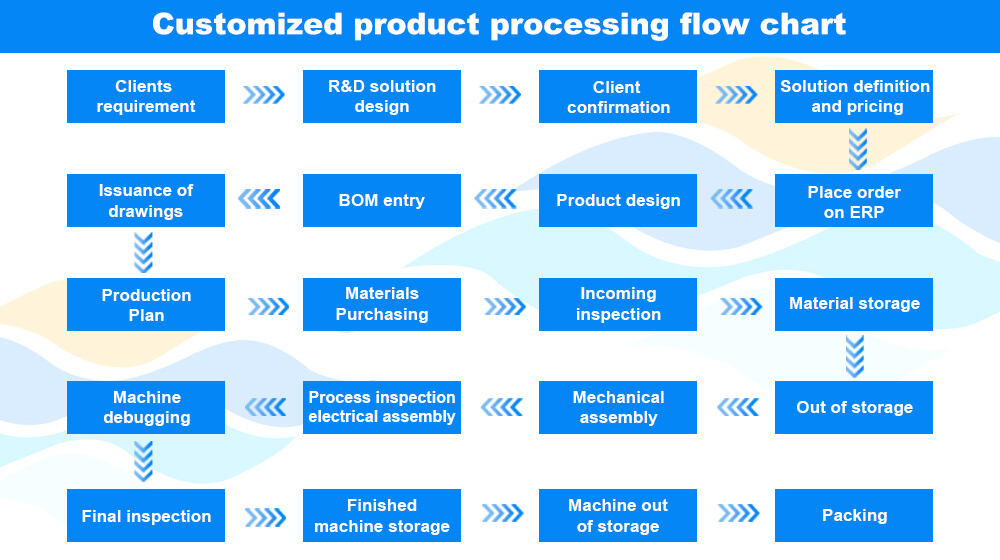
JZP-4-6000 er et CNC-skjæreanlegg, også kalt en skjærelinje. Denne linjen består av fem enheter: kontrollenhet, lasteenhet, fødeenhet, skjære-enhet og lossenhet. Den er utformet for å forbedre produksjonseffektiviteten og optimere produksjonsplanleggingen uten å kompromittere skjære-kvaliteten. Den brukes til dobbeltvinkel 45-graders skjæring, V-skjæring og stolpeskjæring av PVC-profiler, og opptil fire profiler kan skjæres samtidig.
Applikasjoner:
JZP-4-6000 er et CNC-skjæresenter (produksjonslinje) som integrerer 5 enheter, spesielt utviklet for dobbeltskråskjæring på 45°, V-skjæring og stolpeskjæring av PVC-profiler, og som kan skjære 4 profiler samtidig. Det brukes mye i profesjonelle fabrikker for produksjon av PVC-dører og vinduer samt i større PVC-profileprosesseringsverksteder. Det oppfyller behovet for høyeffektiv og høypresis skjæring i serietilvirkning av PVC-dør- og vindusrammer, vingler og stolper, og optimaliserer effektivt produksjonsplanleggingen samtidig som skjærekvaliteten sikres. Det er dermed en vesentlig del av moderne intelligente produksjonslinjer for PVC-dører og vinduer.
Generell produktinformasjon:
|
Hjemmeland: |
Jinan, Shandong, Kina |
|
Merkenavn: |
Hisena CNC |
|
Modellnummer: |
JZP-4-6000 |
Spesifikasjoner:
|
Modell |
JZP-4-6000 |
Kuttelengde |
450–6000 mm |
|
Lufttrykk |
0.6-0.8MPa |
Maksimal skjærebredde per enkeltprofil |
120mm |
|
Luftforbruk |
100 L/min |
Maksimal skjærehøyde |
120mm |
|
Inngangseffekt |
10.5kw |
V-innsnittsdyp |
<= 60 mm |
|
Rotasjonsfrekvens |
3000 omdr./min. |
Total dimensjon |
11500 × 4500 × 2280 mm |
|
Bladstørrelse |
ø550*Ø30*4,4 mm*140T |
Vekt |
3500 kg |
Konkurransedyktig Fordel:
1. Høyeffektiv batchskjæring: Kan skjære 4 PVC-profiler samtidig, med 5 integrerte enheter (kontroll, lasting, fremføring, skjæring og lossing) og optimalisert produksjonsplanleggingsprogramvare, noe som betydelig forbedrer produksjonseffektiviteten og sparer prosesseringstid.
2. Mangebruks-skjærefunksjoner: Utstyrt med to justerbare spindelmotorer med variabel avstand, som støtter fritt veksling mellom dobbel skråskjæring på 45°, V-skjæring og X-skjæring, og dermed fullt oppfyller de mangfoldige skjæringssbehovene for PVC-dør- og vindusprofiler samt tverrbjelker.
3. Høy nøyaktighet og sikkerhet: 5-akset servodrevet system og klemtype portalkran for fremføring/utlasting unngår akkumulerte feil ved fremføring; asynkront fremføringssystem hindrer at avfall spruter ut, og sikrer både skjærnøyaktighet og driftssikkerhet.
4. Effektiv lasting og lossing: 5 sett med inntrekkbare fôringsanordninger (synkron overføring) tillater manuell påføring under prosessering; totrinns skyving og utløsing med bevegelig mottaksbord, noe som forenkler materiellhåndtering og forbedrer den totale produksjonskontinuiteten.
5. Brukervennlig og intelligent drift: Utstyrt med industriell datamaskin, berøringskjermmonitor og grafisk skjæredisplay, med enkel betjening og rimelig optimalisering av produksjonsplanen, noe som senker brukenivået og reduserer arbeidsbelastningen.
Standardfunksjoner:
• Kontrollenhet
Kontrollenheten er utstyrt med en industriell datamaskin og et fem-akset servodrevsystem.
Utstyrt med optimalisert programvare for en rimelig produksjonsplanlegging og grafisk visning av ulike skjæremetoder.
Utstyrt med berøringsfølsom skjerm.
• Skjære-enhet
Utstyrt med to spindelmotorer.
Avstanden mellom de to motorene er justerbar for å bytte mellom dobbel skråskjæring på 45 grader, V-skjæring og X-skjæring
Asynkront tilførselsdesign forhindrer at avfall sprekker opp på motoren, noe som øker sikkerheten og nøyaktigheten.
• Tilførselenhet
Inkluderer portalgående tilførselenhet og utgående tilførselenhet. Begge er klemtype-tilførselenheter.
Tilførselenheten brukes til fortilførsel og første tilførsel
Utgående tilførselenhet brukes til å tilføre materialet til skjærelengden. Denne konstruksjonen unngår den kumulative feilen som oppstår ved kontinuerlig tilførsel
• Ladeenhet
Den er utformet med 5 sett, der hvert sett består av to inntrukkede tilførselenheter, og synkron overføring mellom flere sett tilførselenheter oppnås via en synkronrem. Mens ett sett behandles, kan et annet sett fortsette å lastes manuelt, slik at skjæretiden brukes på en rasjonell måte.
• Lossingsenhet
• Mottaktsbordet før utladning kan bevege seg framover og bakover, og er innstilt på totrinns skyve- og utladningsmodus. Ved skjæring unngår det portalkranens trekkapparat og beveger seg til utladningsbordet ved mottak av materiale, noe som gjør det praktisk for operatøren å ta imot materialet.
Fabrikk