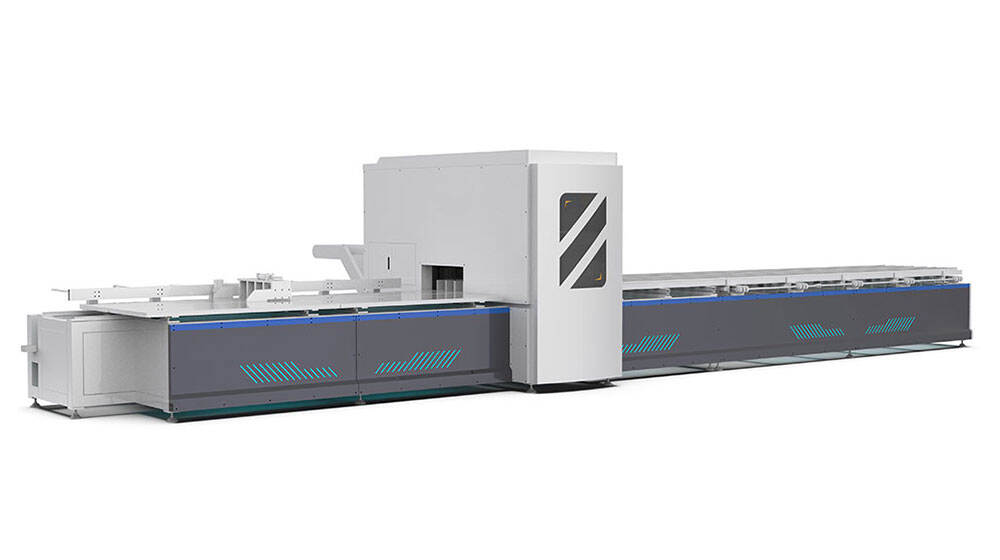



Ośrodek CNC do cięcia JZP-4-6000
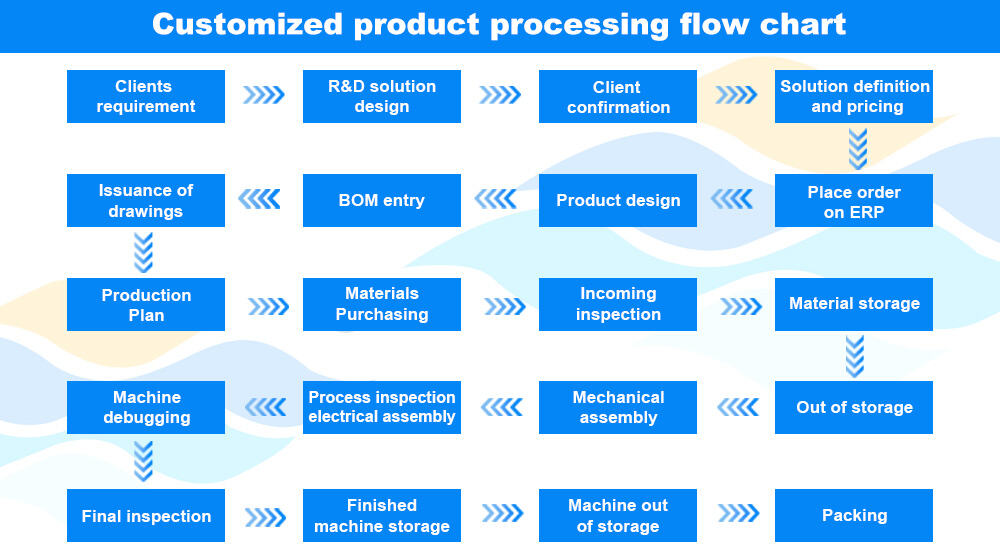
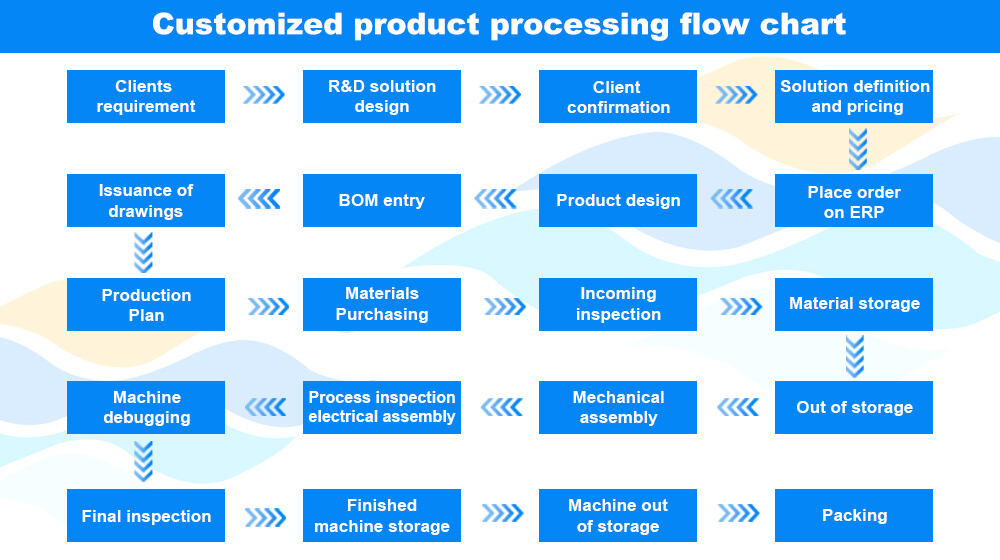
JZP-4-6000 to CNC – centrum cięcia, nazywane również linią cięcia. Linia ta składa się z 5 jednostek: jednostki sterującej, jednostki załadunkowej, jednostki podawania, jednostki cięcia oraz jednostki rozładowania. Zaprojektowano ją w celu zwiększenia wydajności produkcji i zoptymalizowania harmonogramu produkcji przy jednoczesnym zachowaniu wysokiej jakości cięcia. Służy do cięcia pod kątem 45 stopni (podwójne cięcie skośne), cięcia V oraz cięcia listew poprzecznych profili z PVC; jednocześnie można przetwarzać 4 profile.
Zastosowania:
JZP-4-6000 to centrum CNC (linia produkcyjna) integrujące 5 jednostek, specjalnie przeznaczone do cięcia pod kątem 45° z podwójnym nachyleniem, cięcia V oraz cięcia listew poprzecznych profili PVC; umożliwia jednoczesne cięcie 4 profili. Jest szeroko stosowane w profesjonalnych zakładach produkcyjnych drzwi i okien z PVC oraz w dużych warsztatach przetwarzających profile PVC. Spełnia wymagania dotyczące wydajnego i precyzyjnego cięcia w produkcji seryjnej ram, skrzydeł oraz listew poprzecznych drzwi i okien z PVC, skutecznie optymalizując harmonogramy produkcji przy jednoczesnym zapewnieniu wysokiej jakości cięcia; stanowi niezbędną maszynę w nowoczesnych inteligentnych liniach produkcyjnych drzwi i okien z PVC.
Ogólne Informacje o Produktach:
|
Miejsce pochodzenia: |
Jinan, Shandong, Chiny |
|
Nazwa marki: |
Hisena CNC |
|
Numer modelu: |
JZP-4-6000 |
Specyfikacje:
|
Model |
JZP-4-6000 |
Długość cięcia |
450–6000 mm |
|
Ciśnienie powietrza |
0,6-0,8 MPa |
Maks. szerokość cięcia pojedynczego profilu |
120mm |
|
Zużycie powietrza |
100 l/min |
Maks. wysokość cięcia |
120mm |
|
Moc wejściowa |
10.5kw |
Głębokość nacięcia w kształcie litery V |
<= 60 mm |
|
Tempo obrotowe |
3000 obr./min. |
Ogólny wymiar |
11500 × 4500 × 2280 mm |
|
Rozmiar ostrza |
ø550*Ø30*4,4 mm*140T |
Waga |
3500 kg |
Przewaga konkurencyjna:
1. Wysokowydajne cięcie partii: umożliwia jednoczesne cięcie czterech profili PVC przy użyciu pięciu zintegrowanych jednostek (sterowania, załadunku, podawania, cięcia i rozładunku) oraz zoptymalizowanego oprogramowania do planowania produkcji, co znacznie zwiększa wydajność produkcyjną i skraca czas obróbki.
2. Uniwersalne funkcje cięcia: wyposażony w dwa silniki wrzecionowe o regulowanej odległości, umożliwiające swobodne przełączanie się między cięciem pod kątem 45° z podwójnym nachyleniem, cięciem V i cięciem X – spełnia w pełni różnorodne wymagania związane z cięciem profili PVC do drzwi i okien oraz listew przegrody.
3. Wysoka precyzja i bezpieczeństwo: pięcioosiowy system napędu serwonapędowego oraz podajnik/wyjściowy układ szynowy z chwytakami zapobiegają gromadzeniu się błędów podawania; asynchroniczny układ podawania zapobiega rozpryskiwaniu odpadów, zapewniając dokładność cięcia oraz bezpieczeństwo obsługi.
4. Wydajne załadunek i rozładunek: 5 zestawów wyjmowalnych urządzeń do dozowania (przenoszenie synchroniczne) umożliwia ręczne dozowanie podczas przetwarzania; dwustopniowe wpychanie i usuwanie materiału przy użyciu przesuwnego stołu odbiorczego, co ułatwia pobieranie materiału i poprawia ciągłość produkcji.
5. Przyjazna i inteligentna obsługa: wyposażony w komputer przemysłowy, ekran dotykowy oraz graficzny wyświetlacz cięcia, z prostą obsługą i racjonalną optymalizacją harmonogramu produkcji, co obniża próg obsługi i zmniejsza intensywność pracy.
Standardowe funkcje:
• Jednostka sterująca
Jednostka sterująca wyposażona jest w komputer przemysłowy oraz pięcioosiowy system napędu serwonapędowego.
Współpracuje z zoptymalizowanym oprogramowaniem umożliwiającym racjonalne planowanie produkcji oraz graficzne przedstawienie różnych metod cięcia.
Współpracuje z monitorem dotykowym.
• Jednostka cięcia
W wyposażeniu znajdują się dwa silniki wrzecionowe.
Odległość między dwoma silnikami jest regulowana, aby przełączać się między cięciem podwójnym skośnym pod kątem 45 stopni, cięciem V i cięciem X
Asynchroniczny projekt podawania zapobiega rozpryskiwaniu odpadów na silnik, co zwiększa bezpieczeństwo i dokładność.
• Jednostka podawania
W skład jednostki wchodzą podajnik wejściowy i wyjściowy typu portalowego. Oba są typu chwytakowego.
Podajnik wejściowy służy do podawania wstępnego i pierwszego etapu.
Podajnik wyjściowy służy do podawania materiału do długości cięcia. To rozwiązanie eliminuje błąd skumulowany wynikający z ciągłego podawania.
• Jednostka załadunkowa
Zaprojektowano ją z pięcioma zestawami urządzeń podających składających się z dwóch części, które można chować. Synchroniczna transmisja wielu zestawów urządzeń podających osiągana jest za pomocą paska synchronicznego. Podczas przetwarzania jednego zestawu pozostałe zestawy mogą być nadal ręcznie ładowane, co pozwala racjonalnie wykorzystać czas cięcia.
• Jednostka rozładowania
• Stół odbiorczy przed rozładowaniem może poruszać się w przód i w tył oraz jest ustawiony w trybie dwustopniowego przesuwania i rozładowywania. Podczas cięcia unika urządzenia ciągnącego portal, a podczas odbierania materiału przesuwa się na stół rozładowczy, co ułatwia operatorowi pobieranie materiału.
Fabrycznym